Procédés laser industriels
AIMEN améliore le procédé de soudage grâce à une mise en forme dynamique avec CANUNDA-HP Custom Shaper
Plus d'infos
Institut Maupertuis, France (Soudage cuivre)

> CU ETP
> 1030 nm
> 8 kW
> Grande profondeur de champ (+/-4 mm)
> Fenêtre de processus : 3-15m/min.
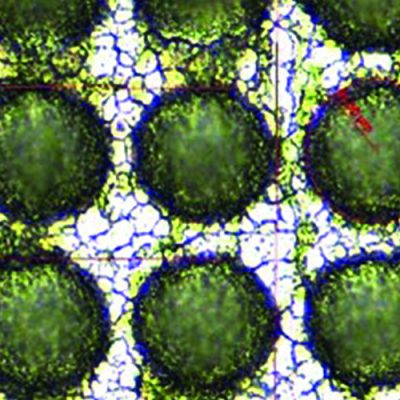
> Peu de pores et de projections

Dans le plan de process :
> Ø Spot = 125 µm
> Ø Anneau = 500 µm
> 50% Spot, 50% Anneau
Fenêtre de processus x1.25
L’Institut Maupertuis centre d’expertise industrielle français disposant d’une plate-forme d’essai et d’équipements de grande qualité, s’est spécialisé dans les procédés laser haute-puissance comme la soudure, la découpe ou encore la fabrication additive et est en recherche de solutions nouvelles aux problématiques de ses partenaires.
L’un des grands défis de l’e-mobilité est le soudage du cuivre. En effet, un grand nombre de composants nécessaires au fonctionnement des batteries sont en cuivre et doivent être soudés entre eux. Par exemple, les busbars sont des pièces de cuivre qui doivent être soudées afin d’assurer le passage de l’électricité d’un composant à l’autre (typiquement batterie, moteur, etc.)
L’Institut Maupertuis souhaite une technologie de mise en forme sur mesure permettant une qualité de soudure du cuivre optimale. On cherche à travers ces essais à évaluer la configuration optique de la tête la plus pertinente d’un point de vue process et à montrer l’intérêt de cette solution par rapport aux solutions concurrentes.
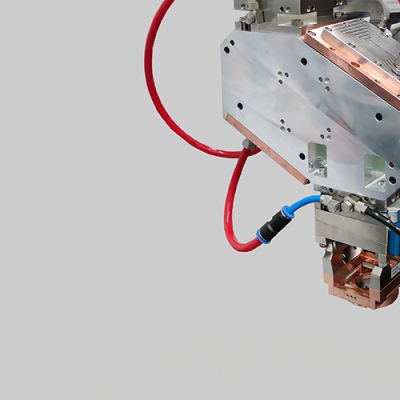
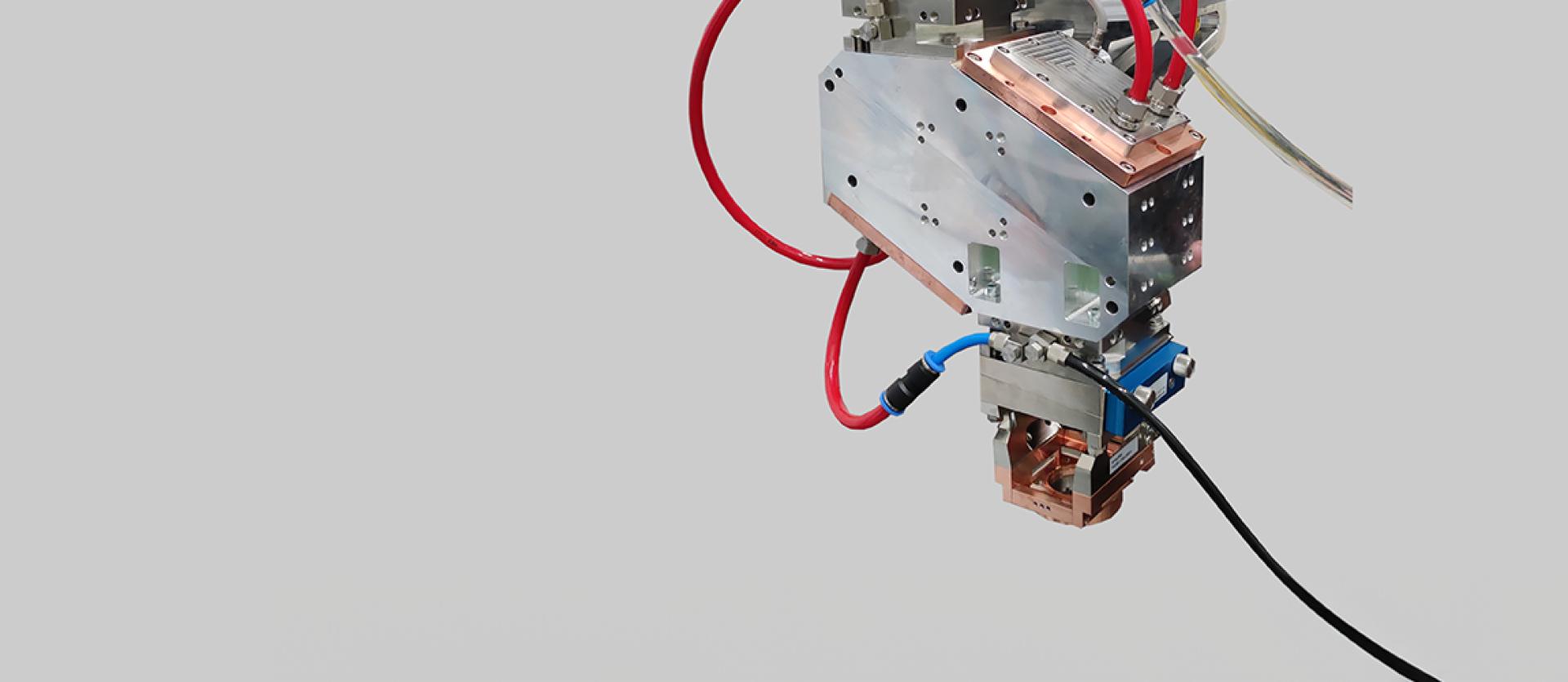
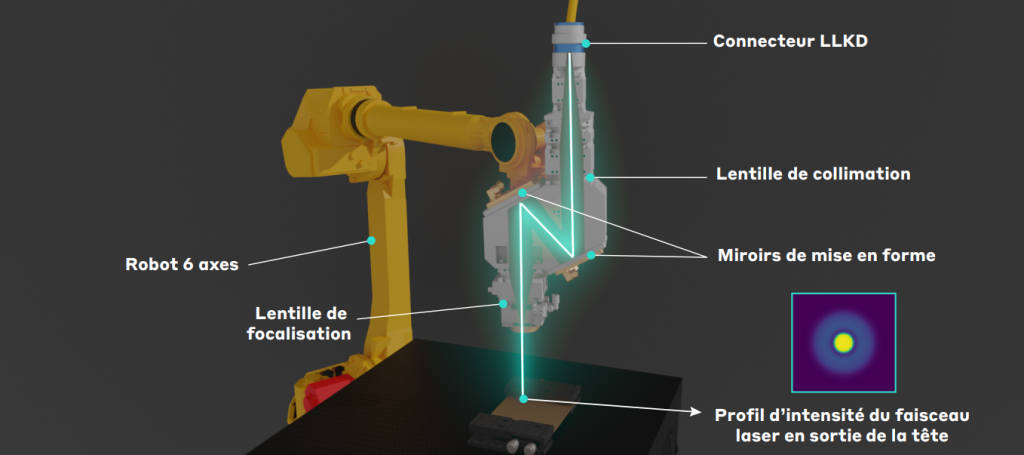
La tête CANUNDA-HP Custom délivre un faisceau composé d’un spot intense entouré d’un anneau, idéal pour le soudage du cuivre. De conception toute réflective, grâce à la technologie MPLC, avec un refroidissement optimal des optiques, elle permet de gérer les hautes puissances.
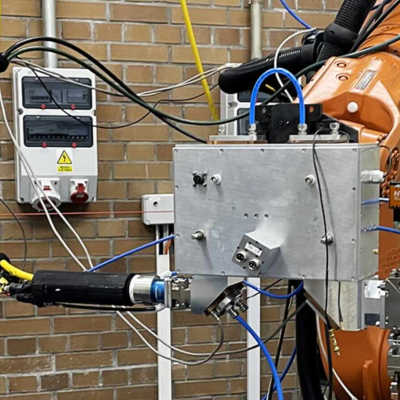
La tête CANUNDA-HP Custom a été utilisée dans les locaux de l’Institut Maupertuis pour la réalisation de soudures sur des échantillons de cuivre Cu ETP de 10 mm d’épaisseur, avec un apport de gaz de protection Argon. Une matrice d’essais 5 × 5 (cinq valeurs de puissance et cinq valeurs de vitesse robot), pour chacune des quatre configurations optiques (voir tableaux), permet d’évaluer la configuration optimale. Les critères sont la stabilité et/ou la pénétration des cordons. La tête est inclinée pour éviter l’endommagement des équipements par les réflexions.
Parmi les 4 configurations testées, la solution la plus performante est : 50% spot central, Ø Rond Central = 125 µm, Ø Anneau = 500 µm, focale collimation = 200 mm, focale focalisation = 250 mm, c’est la seule qui donne 100% de cordons conformes pour des pénétrations comprises entre 0,4 mm et 2,8 mm.